MONTREAL, May 13, 2025 (GLOBE NEWSWIRE) -- PyroGenesis Inc. (“PyroGenesis”) (http://pyrogenesis.com) (TSX: PYR) (OTCQX: PYRGF) (FRA: 8PY1), a high-tech company that designs, develops, manufactures and commercializes all-electric plasma processes and sustainable solutions to support heavy industry in their energy transition, emission reduction, commodity security, and waste remediation efforts, provides the following update on the Fumed Silica Reactor project, which the company has been engaged to develop by HPQ Silica Polvere Inc. (“Polvere”), a subsidiary of HPQ Silicon Inc. (“HPQ”).
This update is provided as a result of PyroGenesis having received requests from interested parties for further clarity and updates on many elements with respect to the Fumed Silica Reactor Project. For the sake of good order, Mr. P. Peter Pascali, President and CEO of PyroGenesis, will address these requests in the following Q&A format. The questions are largely derived from inquiries received from interested parties, investors, analysts, and potential customers:
Question 1:
First and foremost (i) what is fumed silica, and (ii) how is it currently manufactured?
Answer 1:
Fumed silica is one of the most widely used industrial materials, and can be found in thousands of products we use every day, including personal care, cosmetics, toothpaste, pet litter, powdered food, milkshakes, instant coffee, pharmaceuticals, agriculture (food & feed), adhesives, paints, inks, photocopy toner, sealants, fiber optic cables, thermal insulation, construction materials, and batteries, just to name a few. It is often used in these products as a thickening/anti-caking agent, used to stabilize and improve the texture and consistency of the end-product.
Traditional production methods have been criticized for, amongst other things, being (i) expensive, (ii) dangerous, and (iii) harmful for the environment.
The following schematic outlines a common traditional production process:
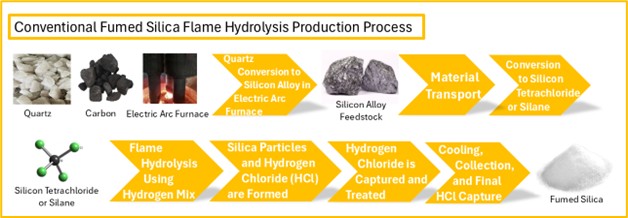
As shown above, the conventional production process for fumed silica is a lengthy multi-step process, across several physical locations and, most importantly, requires the creation of a unique feedstock (as quartz cannot be fed directly into the conventional system for processing, it must first be combined and processed into the requisite feedstock). In addition, the process not only requires transportation of materials between various locations (thereby generating C02) but includes additional steps that use or produce hazardous/toxic chemicals and byproducts.
Not shown in the above schematic is the fact that the conventional method is very energy intensive, requiring between 100-120 kilowatt hours per kilogram (kWh/kg) of fumed silica produced (as compared to 8-12 kWh/Kg estimated for the system we are developing).
Question 2:
How does (i) the Fumed Silica Reactor that PyroGenesis is building compare to the conventional method and (ii) what are the theoretical benefits of this new process?
Answer 2:
The following is a schematic of PyroGenesis’ Fumed Silica Reactor production process:
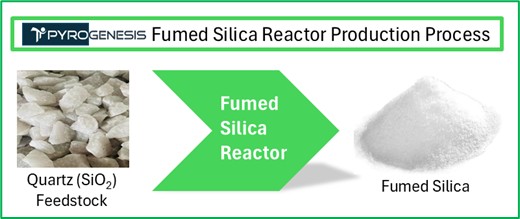
This is a new process that we are carefully proving out one step at a time. There are no guarantees that we will be successful in our testing and, even if the testing is successful, that it will be a commercially viable endeavour.
The new process has the potential to benefit from semi-continuous fumed silica production directly from quartz, with no additional processes required to develop feedstock, no intermediary toxic chemical-based processing, a single production location (and no transportation), while at the same time using an all-electric plasma production technique. If commercially successful, this system could also result in lower capital and operating costs, and reduced CO2 emissions and energy footprint, when compared to the multi-step, traditional processing method shown above.
As a result of a process that is significantly reduced in steps, and which eliminates the use of chemicals, feedstock preparation/transformation, and transportation of material between facilities, the expected benefits of our fumed silica reactor process can generally be summarized as follows:
(1) Lower capital costs
(2) Lower operating costs
(3) Reduction of CO2 emissions
(4) Reduction in energy footprint
(5) Elimination of purchase and storage requirements for hazardous chemicals
(6) Simplified logistics/shortened production chain due to the single location, single system, single phase process, and the elimination of feedstock ingredient handling, storage, preparation/transformation, and transportation
(7) Safer production environment due to absence of dangerous, toxic, or explosive chemicals
Question 3:
You stated that this is a new process that you are proving out. Where are you in this process?
What is left to be done? What are the key milestones we should look forward to for guidance?
Answer 3:
Correct, this new process has never been done before and, as such, there is a possibility that it will not work or, if it does work, that it may not be commercially viable. Having said that, with every step we take further along the path of development, the probability of success increases.
The road to proving out such a theory is to first test the underlying assumptions within a lab scale environment. Once these assumptions are proven out in a lab scale setting, the next challenge is to confirm the lab scale findings in a pilot plant. Last but not least, is to then develop a commercial system to expand on the results of the pilot scale testing.
Although there are challenges throughout the process, typically the successful demonstration at pilot plant scale is the biggest challenge and one from which the inherent risk of the project is perceived to be greatly reduced. We consider this to be particularly true of our development program as we are attempting to scale up the pilot plant to 20X that of the lab scale system.
To date, the new PyroGenesis fumed silica reactor plant has already progressed through several critical stages. Originally designed as a batch system, it was redesigned into a simpler, more efficient, and easier-to-operate configuration with the added capability for semi-continuous operation.
We have successfully proven out the underlying assumptions at lab scale and are now testing the assumptions at pilot scale. The current focus is on validating equipment scale-up from lab to pilot scale and replicating the lab-scale fumed silica product quality.
An important phase of development, and where we are currently, is to produce and then collect fumed silica from the product recovery unit, known as the “baghouse”. This would confirm our underlying assumptions that the process can make fumed silica as expected. This is probably one of the most, if not the most, important milestones in the entire process. The thinking is that once you have overcome all the challenges to get to this point, then the remaining balance of challenges should be manageable.
Any powder-like material that is formed in the baghouse must first be collected and tested to confirm it is not only fumed silica but also whether there are any impurities with the produced powder. Once we observe the formation of what looks like fumed silica in the baghouse, the material will be collected and analyzed to ensure that what has formed is what was expected. That is to say, any impurities that are observed were not only anticipated by our theoretical assumptions but are also in a state that was expected and which can be removed.
Once the above is confirmed, a series of tests will be performed to make the fumed silica powder “customer-ready”.
Of note, Evonik, a global specialty chemicals company that manufactures a wide range of high-performance materials, has previously signed a letter of intent with PyroGenesis’ customer Polvere [news release dated July 9, 2024], with an objective to outline the basis of collaboration once suitable fumed silica powder was produced in the pilot plant scale phase. For more than 70 years, Evonik has been the producer of market leading fumed silica products.
The balance of the pilot plant program would then be focused on two goals: first, to focus on enhancing product purity to meet food and pharmaceutical grade standards, and second, to focus on delivering the production target of 50 tonnes per year (TPY).
Question 4:
Last but not least…what is PyroGenesis’ economic incentive/involvement in this project specifically, and with HPQ in general?
Answer 4:
PyroGenesis has:
(1) a 50% interest in Polvere,
(2) an exclusive arrangement to be the sole supplier of equipment relating to any commercialization of this new process,
(3) a 10% royalty on certain revenues at the HPQ level, and
(4) owns shares and warrants in HPQ.
PyroGenesis’ involvement in developing fumed silica from quartz is part of its three-vertical solution ecosystem that aligns with economic drivers that are key to global heavy industry. Fumed powders are part of PyroGenesis’ Commodity Security & Optimization vertical, where the development of advanced material production techniques, and the use of technology such as plasma to recover viable metals, chemicals, and minerals from industrial waste, helps to maximize raw materials and improve the availability of critical minerals. The Company’s other verticals are Energy Transition and Emission Reduction and Waste Remediation.
About PyroGenesis Inc.
PyroGenesis, a high-tech company, is a proud leader in the design, development, manufacture and commercialization of advanced plasma processes and sustainable solutions which reduce greenhouse gases (GHG) and are economically attractive alternatives to conventional “dirty” processes. PyroGenesis has created proprietary, patented and advanced plasma technologies that are being vetted and adopted by multiple multibillion dollar industry leaders in four massive markets: iron ore pelletization, aluminum, waste management, and additive manufacturing. With a team of experienced engineers, scientists and technicians working out of its Montreal office, and its 3,800 m2 and 2,940 m2 manufacturing facilities, PyroGenesis maintains its competitive advantage by remaining at the forefront of technology development and commercialization. The operations are ISO 9001:2015 and AS9100D certified, having been ISO certified since 1997. PyroGenesis’ shares are publicly traded on the TSX in Canada (TSX: PYR), the OTCQX in the US (OTCQX: PYRGF), and the Frankfurt Stock Exchange in Germany (FRA: 8PY1).
Cautionary and Forward-Looking Statements
This press release contains “forward-looking information” and “forward-looking statements” (collectively, “forward-looking statements”) within the meaning of applicable securities laws. In some cases, but not necessarily in all cases, forward-looking statements can be identified by the use of forward-looking terminology such as “plans”, “targets”, “expects” or “does not expect”, “is expected”, “an opportunity exists”, “is positioned”, “estimates”, “intends”, “assumes”, “anticipates” or “does not anticipate” or “believes”, or variations of such words and phrases or state that certain actions, events or results “may”, “could”, “would”, “might”, “will” or “will be taken”, “occur” or “be achieved”. In addition, any statements that refer to expectations, projections or other characterizations of future events or circumstances contain forward-looking statements. Forward-looking statements are not historical facts, nor guarantees or assurances of future performance but instead represent management’s current beliefs, expectations, estimates and projections regarding future events and operating performance.
Forward-looking statements are necessarily based on a number of opinions, assumptions and estimates that, while considered reasonable by PyroGenesis as of the date of this release, are subject to inherent uncertainties, risks and changes in circumstances that may differ materially from those contemplated by the forward-looking statements. Important factors that could cause actual results to differ, possibly materially, from those indicated by the forward-looking statements include, but are not limited to, the risk factors identified under “Risk Factors” in PyroGenesis’ latest annual information form, and in other periodic filings that it has made and may make in the future with the securities commissions or similar regulatory authorities, all of which are available under PyroGenesis’ profile on SEDAR+ at www.sedarplus.ca. These factors are not intended to represent a complete list of the factors that could affect PyroGenesis. However, such risk factors should be considered carefully. There can be no assurance that such estimates and assumptions will prove to be correct. You should not place undue reliance on forward-looking statements, which speak only as of the date of this release. PyroGenesis undertakes no obligation to publicly update or revise any forward-looking statement, except as required by applicable securities laws.
Neither the Toronto Stock Exchange, its Regulation Services Provider (as that term is defined in the policies of the Toronto Stock Exchange) nor the OTCQX Best Market accepts responsibility for the adequacy or accuracy of this press release.
For further information please contact:
Rodayna Kafal, Vice President, IR/Comms. and Strategic BD
E-mail: ir@pyrogenesis.com
http://www.pyrogenesis.com
Photos accompanying this announcement are available at
https://www.globenewswire.com/NewsRoom/AttachmentNg/f8dacf09-21f1-480b-ab2f-e3a0cd04d2c3
https://www.globenewswire.com/NewsRoom/AttachmentNg/bdb81d94-1ce2-4e1b-80ae-a27adff1c2b5

![]()




